



 2026-04-03
2026-04-03
有色金属缺陷检验需按缺陷位置与性质选择手段,优先无损筛查、辅以显微验证,并对标国标与行标,确保定量定性准确。
| 检测类型 | 核心方法 | 适用缺陷 | 适用对象 | 关键标准 / 要点 |
|---|---|---|---|---|
| 无损检测 | 目视 VT | 表面裂纹、折叠、夹杂、砂眼 | 所有型材 / 铸件 | 辅助初筛,配合放大器具 |
| 渗透 PT | 表面开口微细裂纹、针孔 | 非多孔材料 | ASTM E1417、ISO 3452 | |
| 涡流 ET | 表面 / 近表面裂纹、腐蚀点 | 导电有色金属 | ASTM E1444,铜合金常用 | |
| 磁粉 MT | 铁磁性合金(如部分钢)表面缺陷 | 铁磁性有色金属 | 非铁磁性不适用 | |
| 超声 UT | 内部裂纹、分层、疏松、缩孔 | 厚件、棒材、管材 | GB/T 3310、GB/T 6519;相控阵提升复杂截面能力 | |
| 射线 RT | 内部气孔、夹杂、未熔合 | 铸件、焊缝、薄板 | GB/T 3323、ISO 10893 | |
| 工业 CT | 微小内部缺陷(≤10μm)、三维表征 | 精密件、高端装备 | 高分辨率成像,定位裂纹 / 气孔 | |
| 破坏性检验 | 金相分析 | 晶粒度、相组成、夹杂物、疏松 | 工艺验证 / 失效分析 | ASTM E112、GB/T 3246 |
| SEM-EDS | 断口形貌、微区成分、夹杂物鉴定 | 失效分析、工艺优化 | 高倍观察与成分半定量 | |
| EBSD | 晶体取向、织构、晶界应变 | 组织与性能关联分析 | 精准表征各向异性 |
1. 表面缺陷(裂纹、折叠、夹杂)
2. 内部缺陷(气孔、疏松、夹杂、分层)
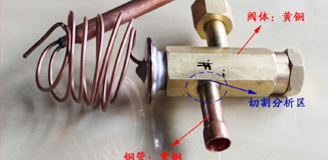
3. 特殊场景
1. 标准依据
2. 标准流程
1) 明确工件材质、尺寸、用途及验收等级;
2) 初选检测方法(表面→无损→显微);
3) 按标准校准设备与灵敏度;
4) 实施检测,记录缺陷位置、大小与性质;
5) 依据标准判定合格与否,出具报告。
总结:有色金属缺陷检验需方法匹配缺陷、标准支撑判定。高频场景优先 UT/RT/ET 做无损筛查,必要时用金相 / SEM 做深度验证。

 沪公网安备31011802005507号
沪公网安备31011802005507号

TOP
 400 099 7576
400 099 7576


 新闻
新闻
 服务
服务
 资料库
资料库

























 400 099 7576
400 099 7576
 400-099-7576
400-099-7576 021-34686739
021-34686739 021-34320902
021-34320902 13472638080 徐经理
13472638080 徐经理 中国 上海青浦 崧秋路299号3楼
中国 上海青浦 崧秋路299号3楼